









在金属撕碎机操作过程中,通过系统化观察运行状态,可有效保障设备稳定性和安全性,具体方法如下:
一、操作前基础检查
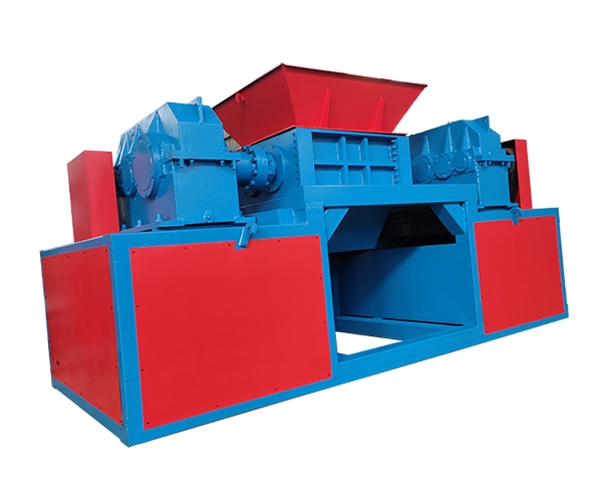
启动前需确认设备各部件完整无松动,重点检查刀具磨损程度及固定螺栓状态。润滑系统需注入足量耐高温油脂,确保轴承与传动部件润滑充分。同时清理入料口残留金属碎片,避免卡料风险。
二、启动阶段监测
空载启动时关注电机启动电流是否在额定范围内,观察减速机运行是否平稳。待空转3-5分钟后,是否存在异常金属摩擦声或规律性异响,此类声音可能提示轴承损坏或刀具错位。
三、运行过程动态监控
1. 负载状态分析:投料后监测电流表波动,正常负载电流应稳定在额定值±10%区间。若频繁超限可能提示刀具钝化或物料过载,需及时调整进料速度。
2. 振动频谱监测:使用手持式测振仪检测机体振动值,重点测量电机轴承座与破碎腔连接部位。振动加速度超过4.5m/s²时需停机检查转子动平衡。
3. 热成像检测:定期使用红外测温仪扫描轴承、电机外壳温度,温升不应超过环境温度35℃。齿轮箱油温宜控制在60℃以下,异常发热可能预示润滑失效。
4. 出料质量评估:观察出料粒度均匀性,合格率低于85%时需检查筛网破损情况及刀具间隙。金属碎屑形状异常(如出现长条状)提示刀具角度需校正。
四、停机后深度检查
关机后立即检查主轴轴向窜动量(应<0.5mm),测量刀具磨损量超过原厚度1/3时需更换。清理磁选分离器吸附的铁屑,检查液压系统压力是否保持稳定。
五、数据化管理系统
建立运行日志,记录每小时电流均值、轴承温度峰值等参数。运用趋势分析法预判部件寿命,如电流曲线持续右移达15%时,提示传动系统效率下降需维护。
注意事项:操作人员需佩戴热成像眼镜实时观测高温点,配置噪声检测仪持续监测声压级。突发性电流骤降可能预示传动带打滑,应立即切断电源排查。建议每处理50吨物料后停机进行预防性维护。
通过多维度状态监测与数据驱动决策,可降低非计划停机率40%以上,有效延长设备使用寿命。



 在线客服
在线客服 13956237559
13956237559 583975184@qq.com
583975184@qq.com


