









工业垃圾撕碎机的价格受多种因素影响,以下从部件、处理能力、技术配置及市场因素四方面分析:
一、部件品质与
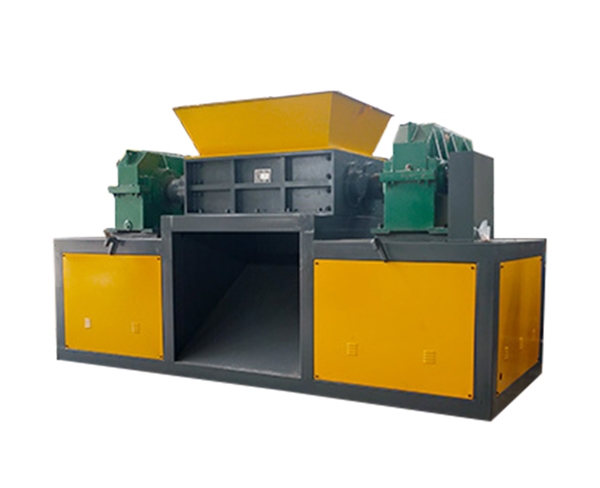
设备的部件如电机、刀具、轴承和驱动系统直接决定性能和成本。例如:
- 刀具材质:采用进口合金钢或耐磨涂层的刀具,价格比普通钢材高30%-50%,但使用寿命延长2-3倍。
- 驱动系统:液压驱动比机械驱动能耗低15%,但采购成本高出20%-35%。
二、处理能力参数
- 功率等级:200kW机型比100kW机型价格翻倍,但处理量从5吨/小时提升至12吨/小时。
- 进料尺寸:可处理1.5米3废料的设备比1米3机型贵40%,因需强化机身结构。
- 出料粒度:实现<50mm细碎需配置二次破碎系统,成本增加25%以上。
三、技术配置差异
- 智能控制系统:搭载PLC自动调节的机型比手动操作贵15-20万元。
- 安全装置:配备过载保护与金属探测的设备价格提高8-12%。
- 环保设计:集成脉冲除尘的机型增加成本约5-8万元,但可减少30%粉尘排放。
四、市场与服务因素
- 溢价:如SSI报价通常比国产同类高60-100%,但提供联保。
- 运输成本:海运40尺集装箱运费约$5000,占设备总价5-10%。
- 售后条款:3年全保合同比1年基础服务贵12-18%,但降低年均维护成本40%。
五、特殊需求附加
- 耐腐蚀处理:针对化工垃圾的316L不锈钢内衬增加成本15-20%。
- 定制化设计:非标进料口尺寸改造费用通常为设备价的8-12%。
建议采购时进行全生命周期成本测算:某国产400kW机型初始采购价150万元,5年维护费约50万元;而同规格进口机型采购价250万元,维护费仅30万元。需结合处理量需求与长期运营成本综合决策。



 在线客服
在线客服 13956237559
13956237559 583975184@qq.com
583975184@qq.com


